卷圆件回弹问题
卷圆件加工回弹问题困扰企业?专家支招五大规避策略
近日,在第十二届全国精密冲压技术交流会上,多家制造企业反映卷圆件加工中的回弹问题严重影响产品合格率。业内专家指出,回弹是金属板材弯曲成形后因弹性恢复而产生的形状偏差,若不加以控制,可导致产品尺寸超差、装配困难等一系列质量隐患。
回弹成因解析
“回弹的根本原因在于材料的弹性变形与塑性变形的比例关系。”中国模具工业协会高级工程师张明华表示,高强度钢板、不锈钢等材料因屈服强度高,回弹量往往更为显著。此外,卷圆半径与板厚比值过大、模具间隙设计不当也是加剧回弹的重要因素。
五大规避策略
针对这一行业痛点,专家团队总结出以下有效对策:
一、补偿角度设计法
在模具设计阶段预留回弹补偿角度,通常采用过弯法,即将弯曲角度设计为目标角度加上回弹角度。经验表明,碳钢材料回弹角一般为2°-5°,不锈钢可达5°-8°。
二、增设校形工序
在卷圆成形后增加校正工序,利用整形模具对工件进行二次压制,有效消除残余应力,使工件形状稳定。
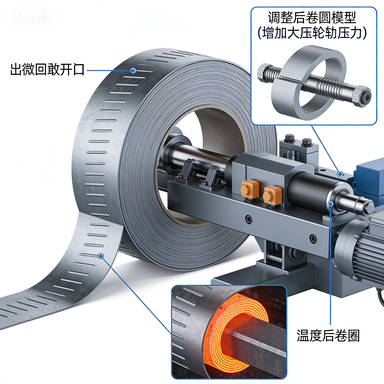
三、优化模具结构
采用带压边圈的复合模具结构,在卷圆过程中对材料施加切向拉应力,减少径向应力不均匀分布,从而降低回弹量。
四、工艺参数精细化控制
适当降低卷圆速度、增加保压时间,使材料充分塑性变形。同时,控制模具温度在40-60℃范围内可有效改善材料流动性。
五、材料预处理技术
对于高强钢等难成形材料,可采用局部退火或激光热处理技术,降低成形区域的屈服强度,从根本上减小回弹倾向。
行业展望
“随着新能源汽车、航空航天等高端制造业的快速发展,对卷圆件的精度要求越来越高。”业内人士预测,智能化回弹预测系统与自适应补偿技术将成为未来发展方向,借助CAE仿真软件与机器学习算法,可实现回弹量的精准预判与自动补偿,大幅提升一次成形合格率。
据了解,目前国内多家龙头企业已开始引进德国、日本的先进卷圆设备,配合自主研发的智能控制系统,将回弹控制精度提升至±0.3°以内,达到国际领先水平。

