排样错误类型
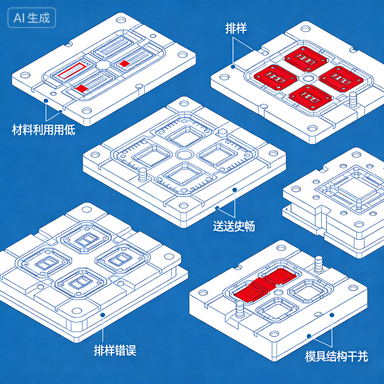
冲压模具设计警示录:这五类排样错误最易被忽视
在冲压模具设计过程中,排样设计直接影响材料利用率和生产效率。然而,许多设计人员往往过于关注模具结构本身,而忽视了排样环节中潜藏的诸多问题。本文梳理了五类最易被忽视的排样错误,供业界同仁参考借鉴。
一、搭边值设计不合理
搭边过小会导致冲裁时材料被拉入凹模,造成毛刺增大、模具磨损加剧;搭边过大则浪费材料,增加生产成本。专家建议,对于普通钢材,搭边值应取材料厚度的1.5-2倍,最小不低于1mm;对于铝合金等软质材料,搭边值应适当加大至材料厚度的2-2.5倍。
二、忽视材料纤维方向
板材轧制过程中形成的纤维方向对冲压件的力学性能有显著影响。弯曲件的弯曲线应尽量与纤维方向垂直,以避免弯曲开裂。实际设计中,部分工程师为追求更高的材料利用率,将工件任意角度排列,埋下质量隐患。
三、送料步距计算失误
步距计算必须考虑定位销直径、导正销间隙以及材料的弹性伸长量。常见错误包括:未预留足够的导正余量,导致多工位冲压时累积误差增大;步距与送料机构不匹配,造成送料不到位或过冲。
四、废料排出通道设计缺陷
冲裁产生的废料若不能顺利排出,极易造成模具卡死或工件压伤。设计时应确保废料滑落角度不小于25°,废料孔尺寸应比废料外形大2-3mm,且要避免废料下落路径与其他模具零件干涉。
五、未考虑料带稳定性
窄长形排样或异形排样时,料带在送料过程中容易发生扭曲、翘起等不稳定现象。设计时应合理设置载体宽度,必要时增设压料装置或侧向导板,确保料带平稳送进。
行业建议
“排样设计看似简单,实则需要丰富的实践经验。”资深模具设计师建议,设计完成后应进行排样评审,邀请工艺、生产等部门共同参与,从不同角度审视方案的可行性。同时,借助CAD/CAM软件的自动排样功能,可有效减少人为失误,优化材料利用率。

