厚板卷圆开裂解决
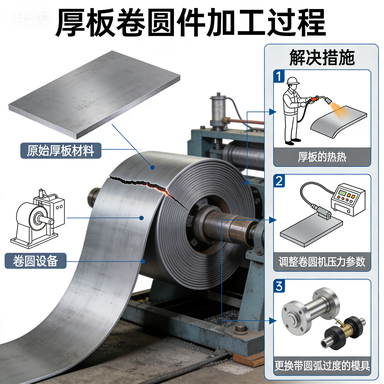
厚板卷圆件开裂难题破解 三大技术方案助力企业攻坚
厚板卷圆加工一直是金属成形领域的技术难点,材料厚度增大带来的成形应力集中问题,极易引发工件开裂,造成批量报废。近期,多位行业专家针对这一痛点,提出了系统性的解决方案。
开裂成因深度剖析
厚板卷圆开裂主要发生在弯曲外侧,其根本原因在于外层材料的拉伸应变超过了材料的延伸率极限。具体影响因素包括:
材料因素:材料本身延伸率不足、存在夹杂物或内部缺陷、表面有划伤或微裂纹等预损伤。
工艺因素:弯曲半径过小、弯曲速度过快、环境温度过低导致材料脆化。
设备因素:模具表面粗糙度过大、模具间隙不均匀、压力分布不均等。
三大解决方案
一、材料预处理技术
对于碳钢、合金钢等材料,可在卷圆前进行退火或正火处理,降低材料硬度,提高塑性。对于不锈钢材料,推荐采用固溶处理。处理后材料延伸率可提升30%-50%,显著降低开裂风险。
此外,选用专门的卷圆用板材也很重要。这类板材在轧制时经过特殊控制,表面质量和内部组织均优于普通板材。
二、工艺参数优化
增大相对弯曲半径是最直接有效的方法。经验表明,弯曲半径与板厚之比应不小于材料的最小相对弯曲半径。对于普通碳钢,这一比值建议大于1.5;对于高强钢,应大于3.0。
对于必须采用小半径弯曲的工件,可采用多道次渐进成形法,每次弯曲角度控制在30°以内,逐步完成卷圆,避免一次成形产生过大应变。
三、热辅助成形技术
对于8mm以上的厚板或难变形材料,推荐采用热弯工艺。将板材加热至200-400℃(具体温度视材料而定),可大幅降低材料的屈服强度,提高成形极限。
局部加热技术是近年来的创新方向,利用感应加热或激光加热仅对弯曲区域进行加热,既保证了成形性能,又减少了整体加热带来的变形和能耗。
专家提醒,厚板卷圆开裂问题的解决需要综合考虑材料、工艺、设备等多方面因素,企业应建立完善的工艺试验体系,针对不同材料和规格制定专项工艺方案。

