Thick_Plate_Cracking_Solution
Solving Thick Plate Roll Forming Cracking Challenges: Three Technical Solutions Help Enterprises Overcome Difficulties
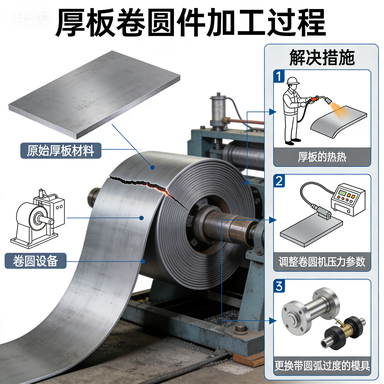
Thick plate roll forming has always been a technical challenge in the metal forming field. The stress concentration problems brought by increased material thickness easily cause workpiece cracking, resulting in batch scrapping. Recently, multiple industry experts have proposed systematic solutions for this pain point.
In-Depth Analysis of Cracking Causes
Thick plate roll forming cracking mainly occurs on the outer side of the bend, with the fundamental cause being that the tensile strain of the outer layer material exceeds the material’s elongation limit. Specific influencing factors include:
Material Factors: Insufficient elongation of the material itself, presence of inclusions or internal defects, surface scratches or micro-cracks and other pre-damage.
Process Factors: Too small bending radius, too fast bending speed, low ambient temperature causing material embrittlement.
Equipment Factors: Too high die surface roughness, uneven die clearance, uneven pressure distribution, etc.
Three Major Solutions
1. Material Pre-treatment Technology
For carbon steel, alloy steel, and other materials, annealing or normalizing treatment can be performed before roll forming to reduce material hardness and improve plasticity. For stainless steel materials, solution treatment is recommended. After treatment, material elongation can be improved by 30%-50%, significantly reducing cracking risk.
Additionally, selecting specialized roll forming sheet materials is also important. These sheets undergo special control during rolling, with surface quality and internal structure superior to ordinary sheets.
2. Process Parameter Optimization
Increasing the relative bending radius is the most direct and effective method. Experience shows that the ratio of bending radius to plate thickness should not be less than the material’s minimum relative bending radius. For ordinary carbon steel, this ratio is recommended to be greater than 1.5; for high-strength steel, it should be greater than 3.0.
For workpieces that must use small radius bending, multi-pass progressive forming can be used, with each bending angle controlled within 30°, gradually completing the roll forming to avoid excessive strain from single-pass forming.
3. Heat-Assisted Forming Technology
For thick plates over 8mm or difficult-to-deform materials, hot bending process is recommended. Heating the sheet to 200-400°C (specific temperature depends on the material) can significantly reduce the material’s yield strength and improve forming limits.
Local heating technology is a recent innovation direction, using induction heating or laser heating only on the bending area, ensuring forming performance while reducing deformation and energy consumption from overall heating.
Experts remind that solving thick plate roll forming cracking problems requires comprehensive consideration of materials, processes, equipment, and other factors. Enterprises should establish comprehensive process testing systems and develop specialized process plans for different materials and specifications.

