Springback_Problem
Springback Issues in Roll Forming Troubling Manufacturers? Experts Offer Five Effective Strategies
Recently, at the 12th National Precision Stamping Technology Conference, multiple manufacturing companies reported that springback issues in roll forming significantly affect product qualification rates. Industry experts point out that springback is the shape deviation caused by elastic recovery after metal sheet bending. If not controlled, it can lead to dimensional out-of-tolerance, assembly difficulties, and other quality concerns.
Analysis of Springback Causes
“The fundamental cause of springback lies in the ratio between elastic deformation and plastic deformation of the material,” said Zhang Minghua, Senior Engineer of China Die & Mould Industry Association. High-strength steel plates and stainless steel materials exhibit more significant springback due to their high yield strength. Additionally, excessive roll forming radius to thickness ratio and improper die clearance design are important factors that aggravate springback.
Five Avoidance Strategies
To address this industry pain point, expert teams have summarized the following effective countermeasures:
1. Compensation Angle Design Method
Reserve springback compensation angle during die design stage, typically using the over-bending method, where the bending angle is designed as the target angle plus the springback angle. Experience shows that springback angle for carbon steel is generally 2°-5°, while stainless steel can reach 5°-8°.
2. Adding Calibration Process
Add a correction process after roll forming, using sizing dies to perform secondary pressing on the workpiece, effectively eliminating residual stress and stabilizing workpiece shape.
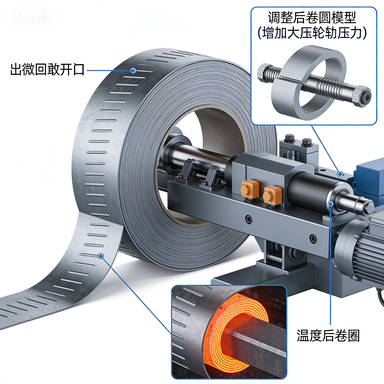
3. Optimizing Die Structure
Adopt compound die structure with blank holder ring, applying tangential tensile stress to the material during roll forming, reducing uneven radial stress distribution, thereby reducing springback.
4. Fine Control of Process Parameters
Appropriately reduce roll forming speed and increase holding time to allow sufficient plastic deformation of the material. Meanwhile, controlling die temperature within 40-60°C can effectively improve material flowability.
5. Material Pre-treatment Technology
For difficult-to-form materials such as high-strength steel, local annealing or laser heat treatment can be used to reduce the yield strength of the forming area, fundamentally reducing springback tendency.
Industry Outlook
“With the rapid development of high-end manufacturing industries such as new energy vehicles and aerospace, precision requirements for roll-formed parts are increasingly higher.” Industry insiders predict that intelligent springback prediction systems and adaptive compensation technology will become future development directions. Through CAE simulation software and machine learning algorithms, precise springback prediction and automatic compensation can be achieved, significantly improving first-pass forming qualification rates.
It is understood that many leading domestic enterprises have begun introducing advanced roll forming equipment from Germany and Japan, combined with independently developed intelligent control systems, improving springback control accuracy to within ±0.3°, reaching international leading levels.

